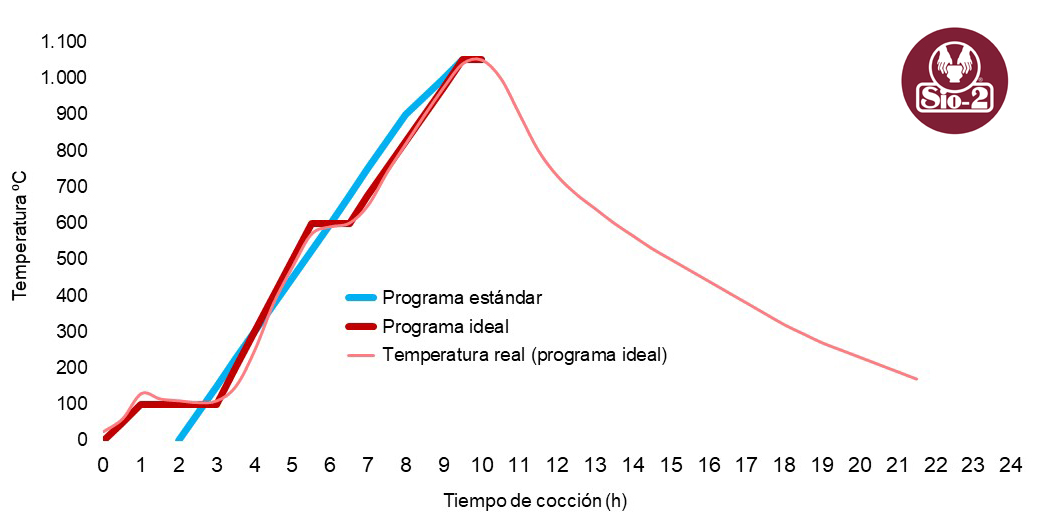
El control de la temperatura en el horno es primordial para garantizar el éxito de la hornada. Los hornos modernos están equipados con sensores y controladores que monitorean y ajustan la temperatura a la curva de cocción durante todo el ciclo, asegurando así una cocción uniforme y repetible.
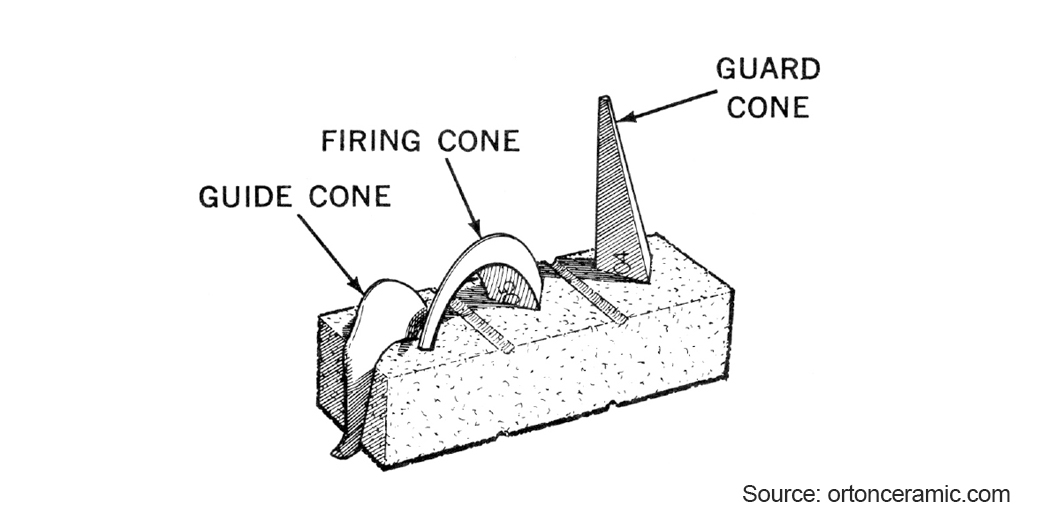
Ante la duda, se recomienda el uso de conos pirométricos para verificar el calor real recibido por las piezas en la cocción. El calor depende de la temperatura del horno, pero también del tiempo en cada intervalo de temperatura, sobre todo en el intervalo de máxima temperatura. Los conos pirométricos están diseñados para fundirse en función del calor recibido, de manera que comienzan reblandeciéndose y acaban doblando. La forma final del cono nos da una indicación visual muy precisa del calor real alcanzado dentro del horno. Suelen utilizarse 3 conos: el cono “guía” que corresponde a una temperatura inferior y doblará por completo reposando sobre el soporte; el cono “de cocción”, que corresponde a la temperatura deseada y que doblará, y el cono “guarda”, que corresponde a una temperatura superior y que debe quedar intacto. Si la fusión de los conos no corresponde con el resultado esperado indica que el calor real que han recibido las piezas no ha sido correcto, ya sea por defecto (el cono de cocción ha quedado intacto) o por exceso (el cono guarda ha doblado).

Comentarios (6)