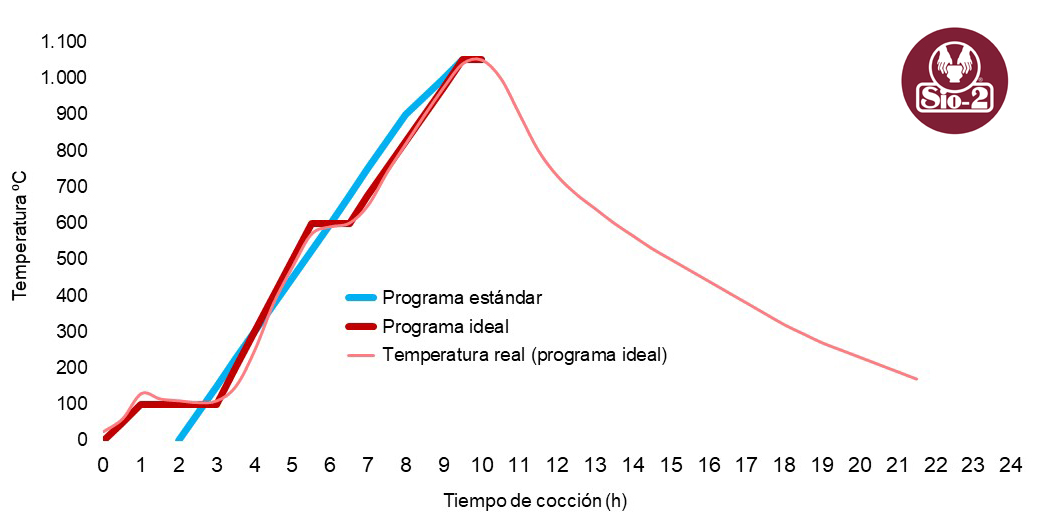
Le contrôle de la température et du temps de maintien à chaque étape est essentiel pour garantir la réussite de la cuisson. Les fours modernes sont équipés de sondes et de contrôleurs électroniques capables de suivre avec une grande précision la courbe de cuisson programmée, assurant ainsi des cuissons homogènes et reproductibles.
Néanmoins, le moyen le plus fiable de vérifier le résultat réel d'une cuisson reste l'utilisation de cônes pyrométriques.
La chaleur effective (heatwork) reçue par les pièces dépend à la fois de la température atteinte et du temps pendant lequel celle-ci est maintenue, en particulier dans la dernière phase de la cuisson. C'est pourquoi deux fours atteignant exactement la même température finale peuvent produire des résultats différents.
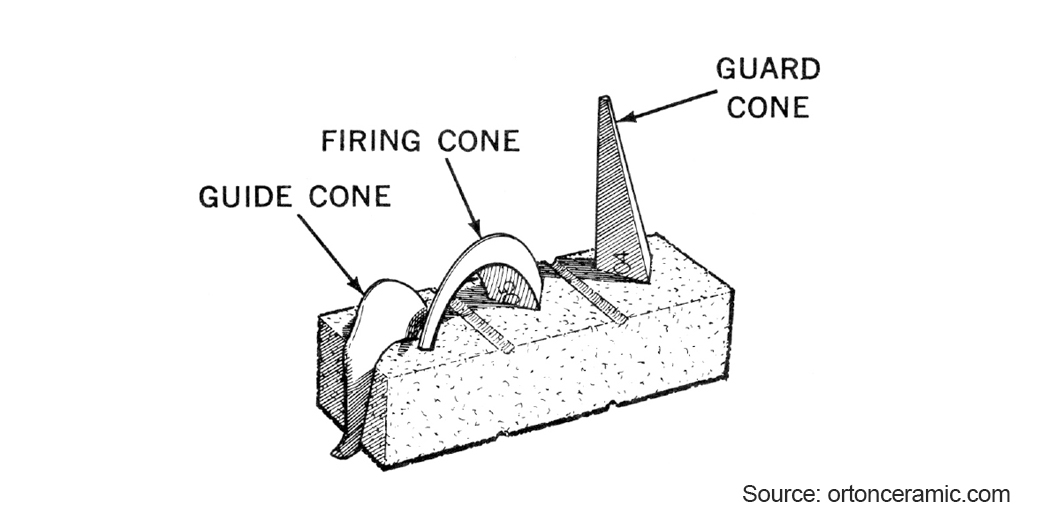
Les cônes pyrométriques sont conçus pour se déformer en fonction de la chaleur effective reçue. Au cours de la cuisson, ils commencent par se ramollir avant de se courber progressivement. Leur position finale fournit une indication visuelle très précise de la chaleur réellement reçue à l'intérieur du four.
On utilise généralement trois cônes : le cône guide, correspondant à une cuisson légèrement inférieure et qui doit se courber complètement jusqu'à reposer sur son support ; le cône de cuisson, correspondant à la cuisson recherchée et qui doit se courber jusqu'à la position recommandée par le fabricant ; et le cône de garde, correspondant à une cuisson supérieure, qui doit rester pratiquement intact.
Si le comportement des cônes ne correspond pas au résultat attendu, cela signifie que la chaleur effective reçue par les pièces a été insuffisante ou excessive, indépendamment de la température indiquée par le contrôleur du four.
Les correspondances entre les cônes pyrométriques et les températures de cuisson publiées par Orton sont établies en fonction de différentes vitesses de montée en température. En céramique artistique, les programmes de cuisson utilisés par la majorité des fabricants de fours, de pâtes céramiques et d'émaux correspondent à une vitesse finale d'environ 60 °C/h, qui constitue la référence habituellement utilisée pour interpréter ces équivalences.

Commentaires (20)